En un sector en el que la automatización es una exigencia constante, un presetting con función autofocus se convierte en una necesidad.
En este artículo explicamos cómo elegir un presetting con autofocus: por qué el presetting con autofocus es una solución muy útil para el taller mecánico.
Hay dos razones principales para elegir un sistema de prerreglaje y medición de herramientas con un eje C motorizado y un software capaz de reconocer y medir los filos automáticamente: la necesidad de una solución que minimice el error humano y la medición de herramientas con muchos filos, que sería muy compleja si se realizara manualmente.
La solución «A», disponible para los modelos Hathor Six, E46L, E68B y E68L, minimiza la posibilidad de que el operador del presetting se equivoque al medir las herramientas, gracias a un sistema desarrollado por Elbo Controlli NIKKEN.
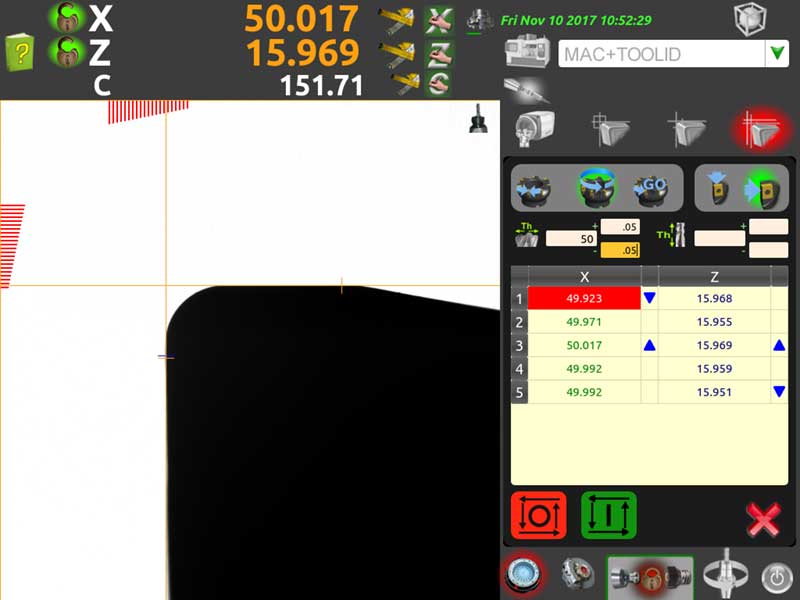
Una vez fijada la herramienta, el operador solo tiene que elegir qué tipo de medición quiere realizar (monofilo o multifilo) y qué medir (X, Z o ambos ejes) e iniciar el ciclo de medición. Sin tener que introducir el número de filos a medir ni ningún valor teórico, a no ser que se quiera tener un informe completo, el software iniciará el ciclo de forma autónoma y lo finalizará una vez completada la rotación de 360º.
Elbo Controlli NIKKEN utiliza un sistema que adapta la velocidad periférica de rotación de la herramienta en función del diámetro máximo a medir: la velocidad periférica constante evita la introducción de errores, tanto si se mide una herramienta de 2 mm como de 200 mm de diámetro.
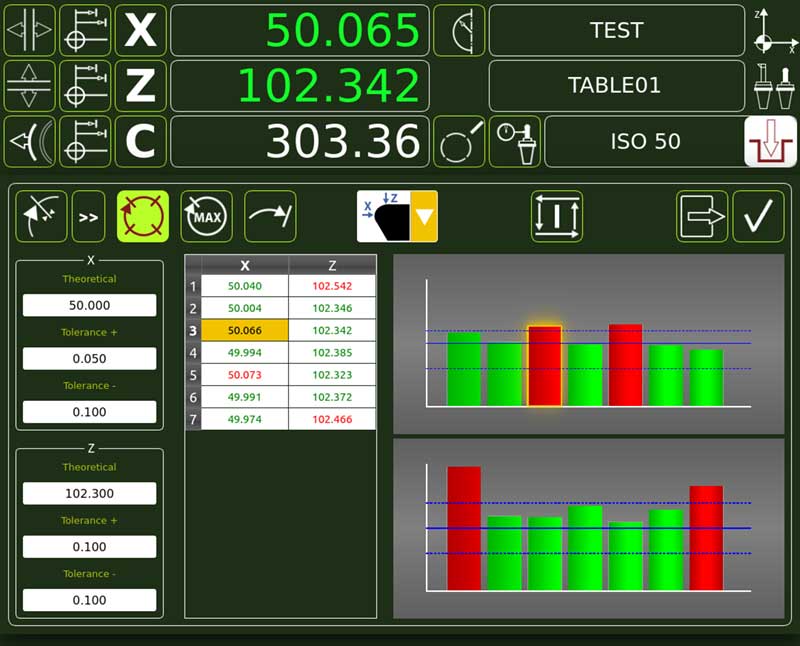
Si se han introducido los valores teóricos y las tolerancias de los monofilos, el presetting mostrará inmediatamente la tabla de mediciones, resaltando las mediciones que están fuera de tolerancia: entonces será posible, eligiendo el filo deseado en la tabla, reposicionarlo para ajustarlo o sustituirlo.
Una vez finalizado el ciclo de medición, los datos obtenidos podrán imprimirse en una etiqueta, guardarse en la tabla de herramientas o memorizarse y ponerse a disposición del sistema de identificación de herramientas TID. Estos dos últimos métodos de salida de datos de herramientas de prerreglaje llevan el concepto de automatización del proceso al siguiente nivel, al tiempo que eliminan la posibilidad de que el operador cometa errores al introducir estos valores en la máquina.