В отрасли, где автоматизация становится постоянным требованием, требуется устройство предварительной настройки с возможностью автофокусировки.
В этой статье мы объясним, как выбрать пресеттер с автофокусом, потому что такая возможность - очень полезное решение для любого современного цеха механической обработки.
Существует две основные причины для выбора системы предварительной регистрации и измерения инструментов, которая использует как моторизованную ось C, так и программное обеспечение, способное автоматически распознавать и измерять режущие кромки. Необходимость решения, которое минимизирует человеческую ошибку, а также того, которое обеспечивает измерение инструментов с несколькими режущими кромками, что было бы очень сложно, если это делать вручную.
Наше решение "А", доступное для моделей Hathor Six, E46L, E68B и E68L, позволяет пользователям снизить вероятность того, что оператор устройства предварительной настройки потерпит ошибку при измерении инструментов, благодаря системам, разработанным Elbo Controlli NIKKEN.
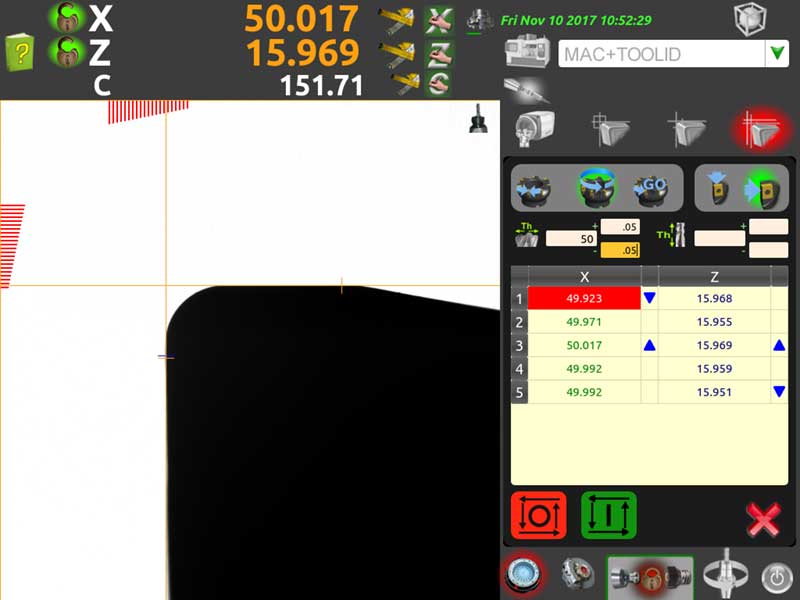
После того, как инструмент зажат, оператору просто нужно выбрать, какой тип измерения он хочет провести (одна режущая кромка или несколько режущих кромок) и что измерять (X, Z или обе оси), а затем запустить цикл измерения. Нет необходимости вводить количество измеряемых режущих кромок или какие-либо теоретические значения, если только не требуется полный отчет с допусками, программное обеспечение начнет цикл автономно и завершит его, как только будет выполнено вращение на 360°.
Elbo Controlli NIKKEN использует систему, которая адаптирует и контролирует окружную скорость вращения инструмента в соответствии с максимальным измеряемым диаметром. Постоянная окружная скорость позволяет избежать ошибок при измерении инструмента диаметром 2 мм или 200 мм.
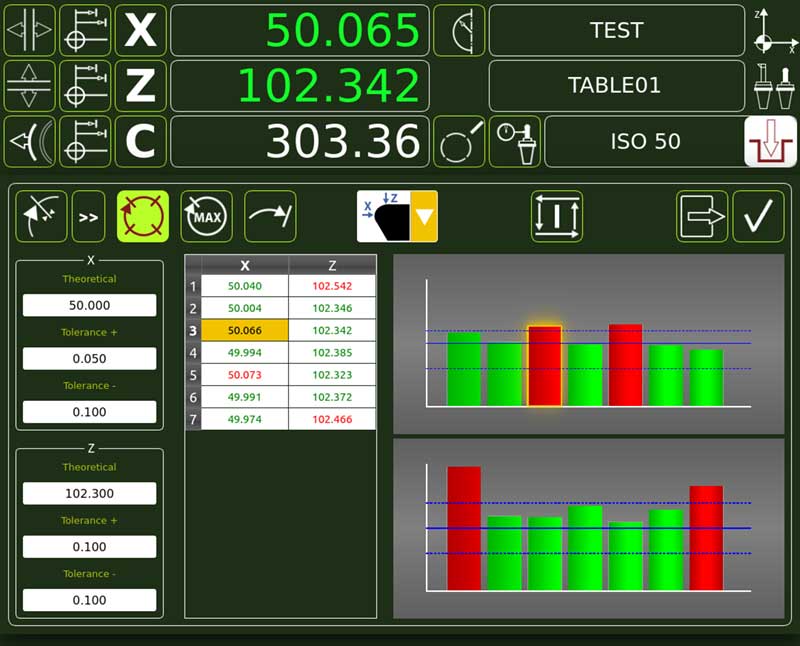
Если теоретические значения и допуски для отдельных режущих кромок были введены, устройство предварительной настройки немедленно отобразит таблицу измерений, в которой будут выделены все измерения и те, которые находятся за пределами допуска. Затем можно, выбрав желаемую режущую кромку из таблицы, автоматически переставить шпиндель на эту кромку, чтобы ее можно было отрегулировать или даже заменить рассматриваемую вставку/кромку.
По окончании цикла измерения полученные данные можно распечатать на этикетке, сохранить в таблице инструментов или сохранить и сделать доступными для системы идентификации инструментов TID. Последние два метода вывода данных инструмента позволяют вывести концепцию автоматизации процесса на новый уровень, а также исключают возможность ошибки оператора при вводе этих значений в станок.