Num setor onde a automação se torna uma solicitação constante, um presetter com uma função de autofoco torna-se uma necessidade.
Neste artigo, iremos explicar-vos como escolher uma máquina para pré-ajustagem e aferição de ferramentas com autofoco: porque o presetter com autofoco é uma solução muito útil para a oficina mecânica.
Existem duas razões principais para escolher um sistema de pré-ajuste e medição de ferramentas com eixo C motorizado e programa capaz de reconhecer e medir automaticamente os gumes: a necessidade de uma solução que minimize o erro humano e a medição da ferramenta com muitos gumes que seria muito complexa se fosse feita manualmente.
A solução “A”, disponível para os modelos Hathor Six, E46L, E68B e E68L, permite minimizar a possibilidade do operador da máquina para pré-ajustagem e aferição de ferramentas cometer erros na medição das ferramentas, graças a um sistema desenvolvido pela Elbo Controlli NIKKEN.
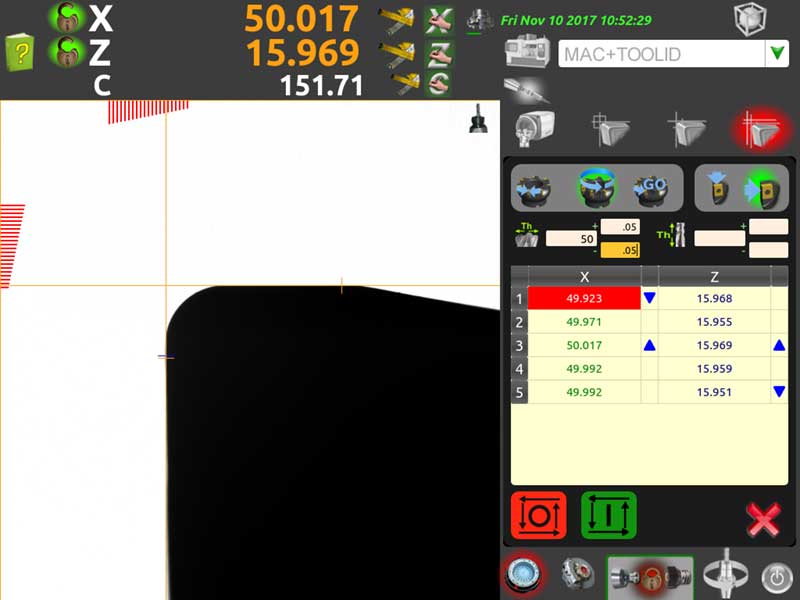
Quando a ferramenta é bloqueada, o operador terá simplesmente de escolher o tipo de medição que deseja efetuar (gume único ou gume múltiplo) e o que medir (X, Z ou ambos os eixos) e iniciar o ciclo de medição. Sem ter que inserir o número de gumes a medir ou qualquer valor teórico, a não ser que se deseje um relatório completo, o programa iniciará automaticamente o ciclo e encerrá-lo-á assim que a rotação 360 ° tiver sido efetuada.
A Elbo Controlli NIKKEN adota um sistema que adapta a velocidade periférica de rotação da ferramenta com base no diâmetro máximo a ser medido: a velocidade periférica constante evita a introdução de erros, quer se esteja a medir uma ferramenta com diâmetro de 2 mm ou de 200 mm.
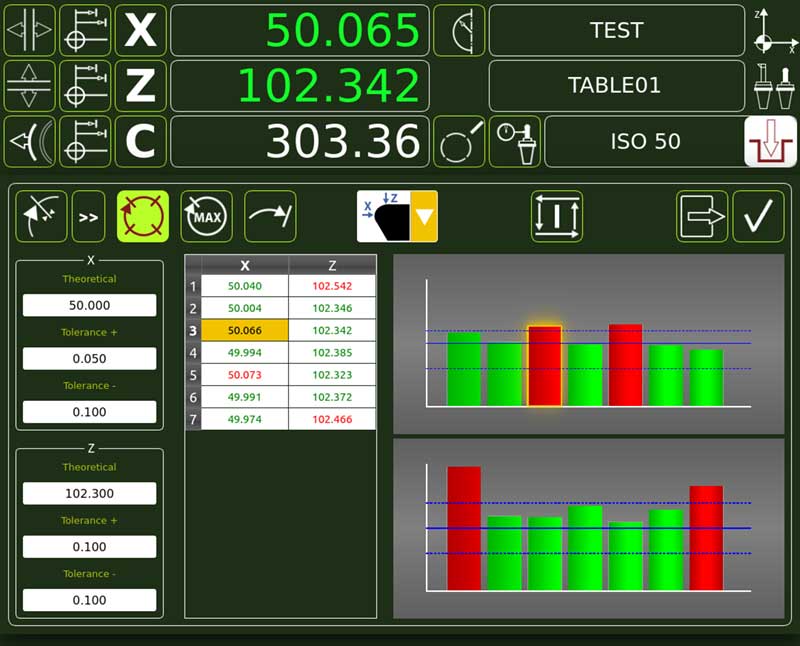
Se os valores teóricos e tolerâncias para os gumes individuais tiverem sido inseridos, a máquina para pré-ajustagem e aferição de ferramentas visualizará imediatamente a tabela de medição, destacando as medições que estão fora da tolerância: assim será possível, escolhendo o gume desejado a partir da tabela, reposicioná-lo para poder ajustá-lo ou substituí-lo.
Uma vez finalizado o ciclo de medição, os dados obtidos estarão disponíveis para serem impressos numa etiqueta, guardados na tabela de ferramentas ou gravados e disponibilizados para o sistema de identificação de ferramenta TID: estes dois últimos métodos de saída de dados de ferramenta pré-ajustada permitem que levar o conceito de automação do processo para o próximo nível, eliminando também a possibilidade do operador cometer erros ao inserir estes valores na máquina.