Otomasyonun sürekli talep haline geldiği bir endüstride, otomatik odaklama yeteneği sağlayan bir ön ayarlayıcı bir zorunluluk haline gelir.
Bu makalede, otomatik odaklamalı bir ön ayarlayıcının nasıl seçileceğini açıklıyoruz çünkü böyle bir yetenek herhangi bir modern mekanik atölye için çok faydalı bir çözüm.
Hem motorlu C eksenini hem de kesici kenarları otomatik olarak tanıyıp ölçebilen bir yazılımı benimseyen bir ön ayar ve takım ölçüm sistemi seçmenin iki ana nedeni vardır. İnsan hatasını en aza indiren ve ayrıca manuel olarak yapıldığında çok karmaşık olacak birden fazla kesme kenarına sahip takımların ölçümünü sağlayan bir çözüm ihtiyacı.
Hathor Six, E46L, E68B ve E68L modelleri için mevcut olan 'A' çözümümüz, Elbo Controlli NIKKEN tarafından geliştirilen sistemler sayesinde, ön ayar makinası operatörünün takımların ölçümünde hata yaşama olasılığını azaltmasını sağlar.
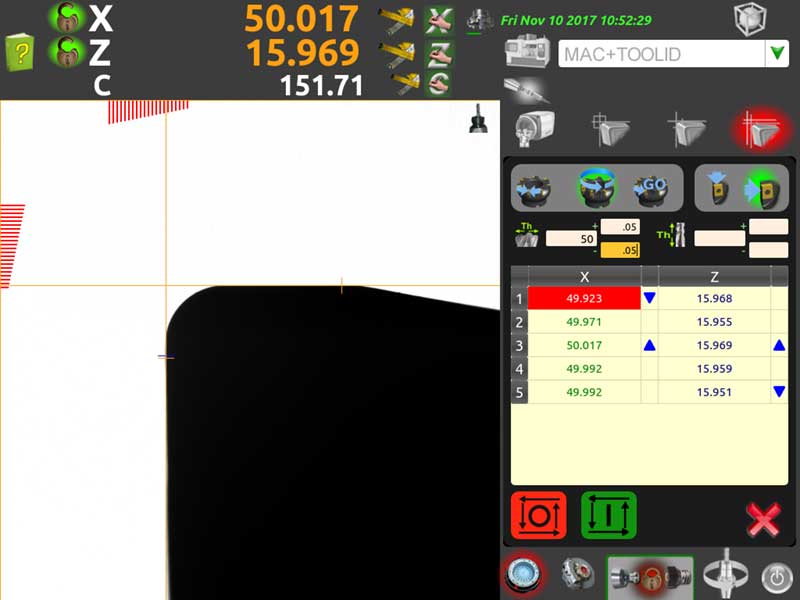
Takım bağlandıktan sonra, operatörün ne tür bir ölçüm yapmak istediğini (tek kesme kenarlı veya çok kesme kenarlı) ve neyin ölçüleceğini (X, Z veya her iki eksen) seçmesi ve ardından ölçüm döngüsünü başlatması yeterlidir. Ölçülecek kesici kenar sayısı veya herhangi bir teorik değer girme zorunluluğu yoktur, tolerans ile tam bir rapor gerekmedikçe, yazılım çevrimi otomatik olarak başlatacak ve 360° dönüş gerçekleştirildikten sonra sonlandıracaktır.
Elbo Controlli NIKKEN, ölçülecek maksimum çapa göre takımın çevresel dönüş hızını uyarlayan ve kontrol eden bir sistem benimser. İster 2 mm çapında ister 200 mm çapında bir takım ölçüyor olun, sabit çevresel hız hataların oluşmasını önler.
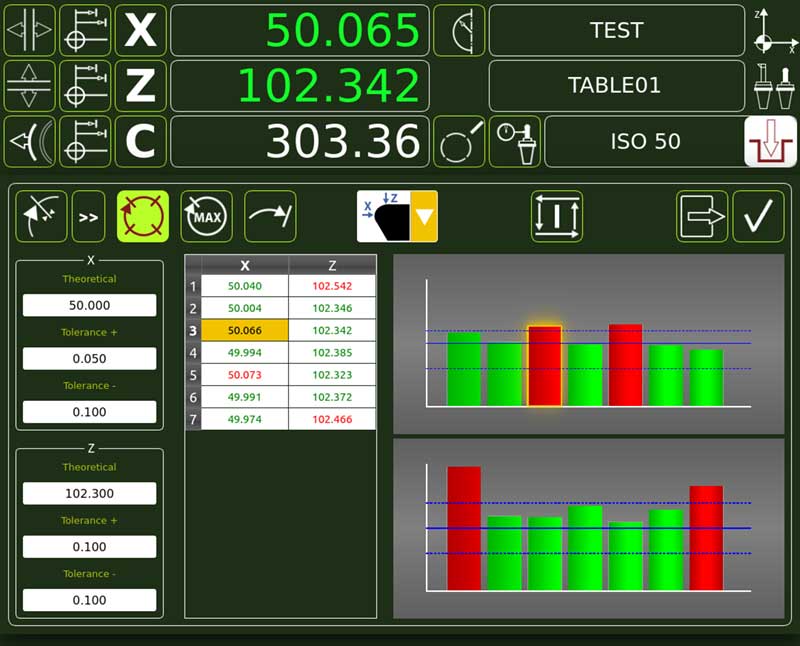
Bireysel kesme kenarları için teorik değerler ve toleranslar girilmişse, ön ayarlayıcı hemen tüm ölçümleri ve tolerans dışı olanları vurgulayan ölçüm tablosunu görüntüler. Daha sonra, tablodan istenen kesici kenarı seçerek, milin ayarlanmasını veya söz konusu kesici ucun/kenarın değiştirilmesini sağlamak için otomatik olarak o kenara yeniden konumlandırmak mümkündür.
Ölçüm döngüsü tamamlandıktan sonra, elde edilen veriler bir etikete yazdırılabilir, takım tablosuna kaydedilebilir veya saklanabilir ve TID takım tanımlama sistemi için kullanılabilir hale getirilebilir. Son iki takım veri çıktısı yöntemi, süreç otomasyonu kavramının bir sonraki seviyeye alınmasını sağlar ve ayrıca operatörün bu değerleri makineye girerken hata yapma olasılığını ortadan kaldırır.